Parameters of relevance in the production of serviceable concrete are: air content, spacing, specific surface, allowance for strength loss and interaction with cementitious materials. Before discussing these aspects in more detail, it must be noted that air entrainment does not enhance the performance of concrete made with aggregates susceptible to significant deterioration in freeze-thaw conditions (American Concrete Institute, 1994).
Air content
The air content required in a particular situation depends on the volume of frozen water to be accommodated and this is a function of the exposure conditions. Target mean air content was used in specifications in the past. Advice in former standards (e.g., British Standard BS5328) was based on the required mean air content being approximately nine per cent of the cement paste volume, equated as 5.5 per cent of the concrete volume in the case of concrete with a maximum aggregate size of 20 mm, rising to 7.5 per cent for 10mm aggregate and 4.5 per cent for 40mm aggregate. Europe has more recently adopted a move to standardise specifications on minimum air content (Comite EuropeÂen de Normalisation, 2000b). The mean entrainment level is typically of the order of four to six per cent but it is contingent on degree of exposure. The upper limit on air content is the specified minimum value plus four per cent.
Spacing
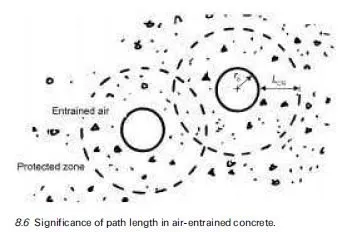
A key aspect of successful air entrainment is spacing. Resistance to flow is proportional to flow path and therefore the path length to an air bubble needs to be short enough to dissipate hydraulic pressure. Osmotic pressure also dissipates if the path length is adequately short. The concept is illustrated in Fig. 8.6, which introduces modelling parameters from Powers (1949), later developed by Fagerlund (1997). It may be noted that each air bubble, of radius rb, protects a spherical zone around it of wall thickness Lcr. The critical spacing is double this value. Powers noted that the critical spacing is proportional to tensile strength and permeability, while inversely proportional to the degree of saturation and freezing rate.
Specific surface
A large number of small air voids is an effective control measure in freeze-thaw environments whereas an equivalent air volume in the form of a small number of large voids is not. It follows that spacing is an issue but it also indicates that the radius rb has a bearing. This is best expressed through specific surface. Specific surface is the surface area to volume ratio. The higher the specific surface the smaller are the air bubbles. Entrained air bubbles have typical diameters of 50 um and specific surface is of the order of 25mmÿ1 (Neville, 1995).
Allowance for strength loss
Air entrainment leads to a loss of concrete strength. Typically the direct strength loss is about 5.5% per percentage of air entrainment though this effect can be somewhat offset by the improved workability (reduced water demand) of air entrained concrete (Wright, 1953). These factors need to be taken into account by specifiers when framing specifications that include requirements both in respect of air content while targeting a certain minimum strength for structural purposes. Richer mixes need more air entraining admixture than leaner ones. An optimum figure must be determined when considering durability enhancement without loss of required structural capacity.
Interaction with cementitious materials
The suitability of a particular air entraining admixture with cementitious materials must be considered by the producer and specifiers. Most admixtures were developed at a time when CEM I type concretes were the norm. Research is required on the interaction of air entraining admixtures with supplementary cementitious materials. The admixtures used are typically based on animal and vegetable fats, oil or natural wood resins. The key requirement is a surfactant, which stabilises the air bubbles formed during mixing and distributes them uniformly through repellent forces.
There is some evidence of interaction between an air entraining admixture and pulverised fuel ash (pfa). It was noted in a study by Dhir et al. (1999) that pfa concretes with vinsol resin admixtures performed satisfactorily in freeze-thaw trials but the admixture demand was higher than for comparable CEM I concretes. The demand increased by a factor of two for air contents of up to 4.5 per cent and a further increase in demand occurred with higher air contents. It was further demonstrated that demand increased for ashes with high loss on ignition.